首页 >产品中心>
首页 >产品中心>

应用:碳酸钙粉碎加工、石膏粉加工、电厂脱硫、非金属矿制粉、煤粉制备等
详情 >>

应用:电厂环保石灰石脱硫剂制备、重质碳酸钙加工、大型非金属矿制粉、建材与化工、固体燃料粉磨
详情 >>

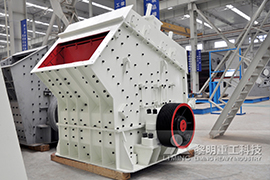
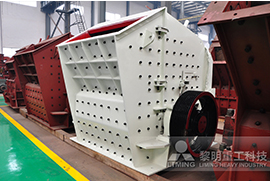
应用:冶金、矿山、化工、水泥、建筑、耐火材料及陶瓷等工业部门
详情 >>

应用:砂石料场、混凝土搅拌站、干粉砂浆、电厂脱硫、石英砂等
详情 >>

应用:砂石料场、矿山开采、煤矿开采、混凝土搅拌站、干粉砂浆、电厂脱硫、石英砂等
详情 >>

物料:河卵石、花岗岩、玄武岩、铁矿石、石灰石、石英石、辉绿岩、铁矿、金矿、铜矿等
详情 >>
物料:河卵石、花岗岩、玄武岩、铁矿石、石灰石、石英石、辉绿岩等
详情 >>
走进粉磨机械的世界,把握前沿动态资讯

2017年4月10日 影响切削力的主要因素有工件材料、切削用量、刀具几何参数、刀具磨损、 切削液 和刀具材料。. 工件材料的影响:工件材料强度、硬度越高,切削力越大。. 切削
了解更多
f3、影响磨削力的因素. 1)磨具条件:磨料、粒度、结合剂、组织、硬度、磨具修整. 2)工件条件:工件材料的硬度、强度、塑性、 3)工艺参数条件: ᆞ砂轮速度v砂↑ →单位时间
了解更多
2020年10月17日 其性能由哪些因素决定? 答:凡是用以进行磨削、研磨和抛光的工具统称为磨具,大部分磨具均由磨料和结合剂制成。 砂轮由磨粒、结合剂和气孔(有时没有)组成,其性能主要由磨料、粒度、结合剂、
了解更多
影响磨削烧伤的因素 1. 磨削用量 主要包括磨削深度、工件纵向进给量及工件速度。 当磨削深度增大时,工件的表明温度及表层 下不同深度的温度都会随之升高,磨削烧伤增加,故
了解更多
2018年12月26日 为研究杨木磨削力的影响因素和最佳磨削参数,通过正交试验设计,研究砂带磨削杨木时磨料粒度、进给速度、磨削速度、磨削厚度对磨削力和法向力的影响,采用直
了解更多
2020年9月9日 机械加工工艺. 1、磨削用量对表面粗糙度的影响 1)砂轮的速度越高,单位时间内通过被磨表面的磨粒数就越多,因而工件表面的粗糙度值就越小。 同时,砂轮速度
了解更多
其原因有三个:一是 砂轮速度提高,磨削力降低,可减少磨粒的破碎和磨损,提高磨粒寿命,增加与工件表面的摩擦抛光时 间;二是速度提高,磨削区温度升高,材料有可能发生
了解更多
2019年9月5日 为研究杨木磨削力的影响因素和最佳磨削参数,通过正交试验设计,研究砂带磨削杨木时磨料粒度、进给速度、磨削速度、磨削厚度对磨削力和法向力的影响,采用直观
了解更多
2015年6月9日 黄永生 孙占红 牛占军 . (装甲兵技术学院车辆工程系 吉林长春 130117) . 摘 要 本文论述了注重高生产力和高精度要求的磨削技术。 高性能磨削对以最佳成本达到零
了解更多
2009年12月5日 砂轮的特性主要是由磨料、粒度、结合剂、硬度、组织、形状和尺寸等因素决定。 1、磨料: 磨料是砂轮的主要组成部分,它具有很高的硬度、耐磨性、耐热性和一定的韧性,以承受磨削时的切削热和切削力,同时还应具备锋利的尖角,以利磨削金属。
了解更多
2022年11月12日 问题一:影响切削力的主要因素有哪些 通过大量的生产实践证明,在金属切削加工中某些因素是可以控制和影响材料的表面质量的。. 这些因素主要包括:切削力、切削液及刀具材料。. 在金属切削加工过程中,如果对这些因素进行合理的选择以及对金属切削
了解更多
2019年11月5日 影响切削温度的主要因素. 1.工件材料的影响:工件材料的强度和硬度越高。. 因而切削温度就越高;工件材料的 传热系数 越小,传热速度就越慢,切削温度也越高。. 一般合金资料强度大于 碳素钢 ,而传热系数又低于碳素钢,所以在相同条件下,切削温度要好
了解更多
2018年5月2日 影响磨削力的主要因素有哪些并非所有的塑胶都可以超声粘接的。这跟塑胶的性能有关系,一般来讲,非极性化合物(如PP, PE)是很难超声的,极性化合物是可以超声的,而且极性化合物之间也是可以超声的,如PS与PMMA之间
了解更多
2018年12月26日 杨木磨削力的影响因素及最佳磨削参数研究[J]. 北京林业大学学报, 2015, 37(1): 122-133. doi: 10.13332/j.cnki.jbfu.2015.01.002 XU Mei-jun, LI Li, LUO Bin. Factors affecting sanding force and optimal sanding parameters of
了解更多
2011年5月18日 关注. 展开全部. 影响磨削加工 表面粗糙度 的主要因素有: 1、砂轮的修整. 砂轮的修整是用 金刚石 笔尖在砂轮的工作表面上车出一道螺纹.修整 导程 和修正深度愈小.修出的磨粒的做刃数量越多,修出的徽刃等高性也愈好.因而礴出的工件表面粗糙度值也就愈小 ...
了解更多
2015年5月4日 工程陶瓷磨削力的影响因素研究.pdf. 精密制造与自动化2014 (青岛理工大学机械工程学院山东青岛266033)磨削力是反映磨削过程的重要参数,磨削力与被磨材料的性能和显微结构、磨削用量、砂工程陶瓷材料磨削过程中的材料去除机制出发析了陶瓷磨削过
了解更多
2016年7月15日 磨削力过大的因素 有:砂轮修整不及时,表面钝化堵塞;砂轮粒度太小,容易发生堵塞而失去锋刃;砂轮硬度过高,不易自锐。产生烧伤的主要原因是磨削区温度过高,为降低温度可从减少磨削热的产生和加速磨削热的传出这两条途径人手【2J ...
了解更多
2017年8月22日 影响磨削烧伤的因素有:. 1. 磨削用量. 主要包括磨削深度、工件纵向进给量及工件速度。. 当磨削深度增大时,工件的表明温度及表层下不同深度的温度都会随之升高,磨削烧伤增加,故磨削深度不可过大;工件纵向进给量的增加使得砂轮与工件的表面接触时
了解更多
3.2.2 磨削过程 磨削力和磨削温度 影响磨削温度的主要因素: 1)砂轮速度 速度增大,单位时间内参加切削的磨粒数增多,挤 压、摩擦作用加剧,磨削温度升高。 2)工件速度 工件速度的增加使金属切除量增加而导致发热量增 大,磨削温度升高。
了解更多
2020年3月28日 知乎,中文互联网高质量的问答社区和创作者聚集的原创内容平台,于 2011 年 1 月正式上线,以「让人们更好的分享知识、经验和见解,找到自己的解答」为品牌使命。知乎凭借认真、专业、友善的社区氛围、独特的产品机制以及结构化和易获得的优质内容,聚集了中文互联网科技、商业、影视 ...
了解更多
2015年7月5日 这些因素主要包括:切削力、切削液及刀具材料。. 在金属切削加工过程中,如果对这些因素进行合理的选择以及对金属切削过程进行正确的控制,不仅能高效率地得到优质的产品,而且还能得到更好的收益。. 切削力对金属切削加工的影响. 2.1.工件材料对切削
了解更多
2024年3月3日 合理使用磨削 液:通过实验 研究,可以确 定合适的磨削 液,提高磨削 效率,降低磨 对未来研究的建议深入研究磨削力与端面平磨氧 化铝陶瓷磨削力之间的关系 探讨不同磨削参数对磨削力的 影响 研究磨削力对陶瓷磨削质量的 影响 开发新型陶瓷磨削工艺和
了解更多
2 砂轮特性参数对磨削性能的影响分 析. 砂轮特性参数主要包括磨料 (种类) 、粒度 、硬度 、 结合剂 、组织 、浓度 (超硬磨料磨具) 、砂轮形状尺寸及 强度等 ,这些特性都对磨削性能有着很大的影响。. 磨料种类主要与工件材料有关 ,不同的材料所 适用的磨料不 ...
了解更多
影响磨削烧伤的因素 影响冷作硬化的主要因素 : 切削用量切削速度增大,刀具与工件接触挤压时间短,塑性变形小。速度大时温度也会增高,有助于冷硬的恢复,冷硬较弱进给量增大时切削力增加,塑性变形也增加,硬化加强。但当进给量较小时,由于 ...
了解更多
23.磨削力的主要特征是什么?影响磨削力的主要因素 是什么? 24.刀具前角、后角有什么功用?说明选择合理前角、后角的原则。 A切削平面、已加工平面和待加工平面B前刀面、主后刀面和副后刀面 ...
了解更多
2020年9月9日 磨削工件的光洁度(粗糙度)决定因素. 东莞兆恒机械. 19年专注高端装备一体化服务(机加工、标准件、设备OEM). 1、磨削用量对表面粗糙度的影响. 1)砂轮的速度越高,单位时间内通过被磨表面的磨粒数就越多,因而工件表面的粗糙度值就越小。. 同
了解更多
2021年9月30日 摘要. 摘要: 本文对磨削和粗糙度公式进行了定性分析,讲解了磨削原理及磨削参数与磨削质量之间的关系,分析了磨床安装精度对磨削质量的影响,总结了冷轧轧辊磨削的主要质量缺陷及其控制思路和方法,为轧辊磨床操作提供了优化操作方法的途径,为冷轧
了解更多
重点: 1.理解磨削力的组成。. 2.掌握磨削力的各个分力,理解磨削力是 揭示复杂磨削过程及其作用机制的重要方 法之一。. 难点: 正确理解磨削力的大小和方向是不断 变化的,并且与磨削参数和砂轮特性密切 相关。. f教 法 学 法 分 析. 教法:引导发现法 ...
了解更多
2020年5月23日 第二章金属切削原理与刀具/磨削机理现代制造技术研究所2006-10-11第一节金属切削加工的基本概念和刀具结构第二节刀具种类 ...
了解更多